TPU材料因分子极性高、收缩率低、熔体粘弹性强等特性,在注塑成型中易与模具产生异常粘附。降低粘模风险需从材料改性、模具工程、工艺调控三方面协同发力,在纳米级界面构建物理与化学的双重隔离机制。
一、模具界面纳米工程
1. 表面能操控技术
· 超疏水镀层:DLC类金刚石镀层(厚度1-3μm)使表面能降至18-22dyn/cm,TPU接触角>105°
· 氟化纳米膜:等离子辅助沉积PTFE复合膜(0.2μm),形成分子级防粘屏障
2. 微纳拓扑结构设计
· 激光微织构雕刻20-50μm蜂窝凹坑阵列,减少实际接触面积达85%
· 电化学抛光实现Ra≤0.02μm镜面,消除微观机械锁扣点
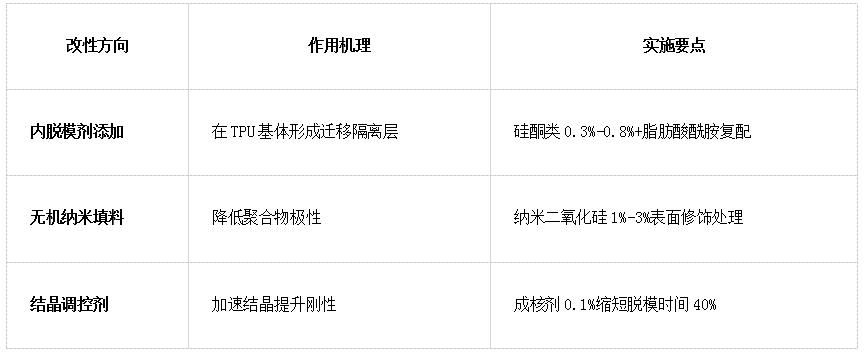
二、材料配方协同优化
三、注塑工艺精准控制
1. 温度三重调控
· 料筒后段控温≤180℃(抑制降解粘附)
· 模温梯度控制:前模80-85℃ / 后模40-45℃(平衡结晶与收缩)
· 冷却水温差≤3℃(避免局部粘滞)
2. 压力时序管理
. 采用三阶注射:A(低速充填90%)、B(微速补缩5%)、C(零压保压5%)
· 保压压力≤初始注射压30%,时间缩短至冷却时间15%
3. 脱模动力学优化
· 顶出速度分两段:初始0.5m/s(突破粘附层)→ 后续2m/s(快速分离)
· 氮气辅助顶出:0.4MPa均压托举,接触面积提升5倍

四、智能监控系统
1. 粘附风险预警
· 模腔嵌入摩擦系数传感器(实时监测μ>0.12预警)
· 红外热像仪捕捉温差>8℃的危险区域
2. 自修复机制
· 当检测结晶度<20%时,自动启动模温补偿(+10℃/5s)
· 顶出阻力超限触发脉冲振动(200Hz/0.1s机械波解粘)
技术本质:降低TPU粘模风险的核心在于打破分子间作用力链。表层通过纳米工程构建物理隔离屏障,材料本体借助改性剂切断极性键合路径,配合注塑参数精准抑制粘弹滞留效应。
热门文章
最新资讯
- 双色模具注塑制作的注意事项
- 双色模具注塑加工工艺
- 模具的维护保养怎么做呢?
- 注塑模具加工中的收缩痕该如何避免呢?
- 哪些因素会影响塑胶模具的寿命呢?
- 注塑成型常见问题?充填不足
- 注塑成型常见问题之气泡
- 注塑成型常见问题之翘曲、变形
- 注塑成型常见问题之烧伤
- 注塑成型常见问题之龟裂
- 双色模具注塑和二次注塑有什么区别
- 双色注塑模具如何更换原料
- 2018年模具行业发展前景方向分析
- 如何确定塑胶模具进胶口的进胶方式
- 好的双色模具应该使用什么技术与设备呢?
- TPU注塑成型粘模风险的系统化解法
- 轻量化解决方案在航空航天注塑成型中是如何工作的?
- 高精度注塑成型如何解决电动汽车零部件挑战?
- 什么塑料最容易注塑加工?
- 注塑成型的四个阶段是什么?